在食品饮料生产行业中,某工厂的生产线上大量使用了富士PLC来控制生产设备的运行,如灌装机、包装机等。这些设备分散在各个车间,传统的监控方式主要依赖人工现场巡检,数据记录与分析滞后。一旦设备出现故障,难以及时发现和处理,不仅影响生产效率,还可能导致大量原材料浪费,增加生产成本。而且管理人员无法实时掌握设备运行状态,对生产全局的把控能力有限,难以根据实际情况及时调整生产策略。
为了解决上述问题,物通博联提供基于
PLC数采网关的物联网解决方案。通过在富士PLC与监控平台之间部署物通博联
PLC数采网关,实现对多个设备参数的实时采集、传输和处理,管理人员和维修人员可以通过手机或电脑随时随地远程查看设备运行状态、接收故障报警信息,并进行远程维护和调试,提高生产效率和设备管理水平。
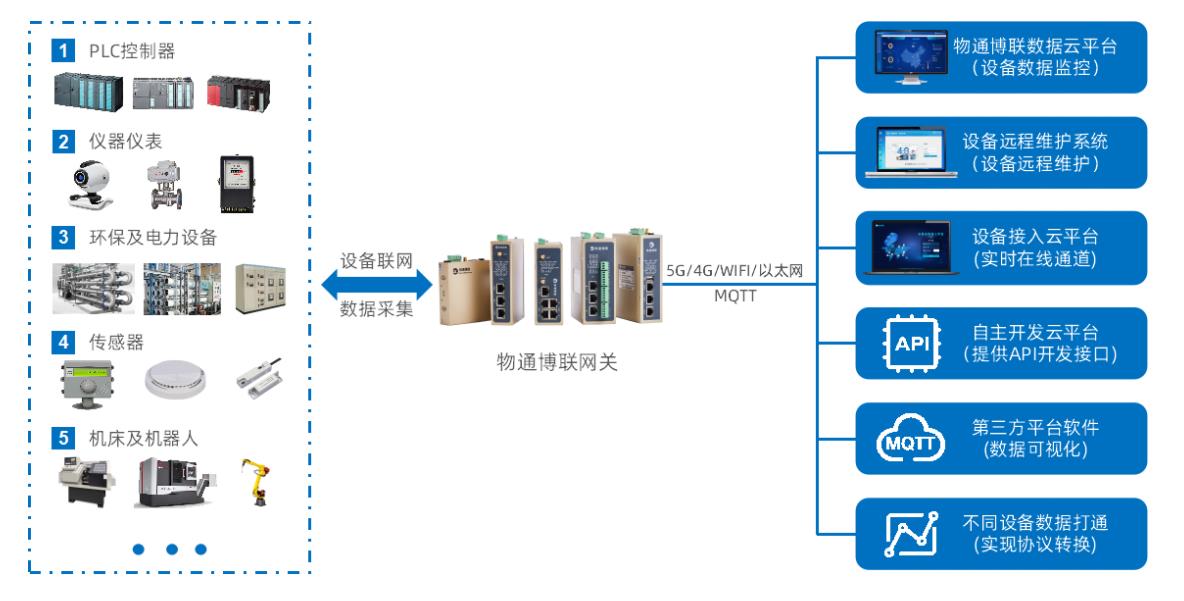
系统架构
1、设备层:富士PLC连接各类生产设备,如灌装机、包装机等,负责采集设备的运行数据,如温度、压力、转速、产量等,并控制设备的启动、停止等操作。
2、网关层:物通博联
PLC数采网关通过串口或网口与富士PLC相连。网关内嵌多种PLC协议,能够快速准确地采集PLC中的数据,并进行协议解析和数据转换。同时,网关支持5G/4G/WIFI/以太网等多种通信方式,将采集到的数据稳定传输至上层平台。
3、平台层:包括物通博联云平台和各类上位机终端。云平台负责接收、存储和分析网关上传的数据,并提供数据可视化界面,以图表、报表等形式直观展示设备运行状态和生产数据。管理人员可以通过电脑、手机等终端设备随时随地访问云平台,查看设备的实时数据和历史记录,进行远程监控和管理。
实现功能
1、实时数据采集与监控:网关能够实时采集富士PLC中的各项生产数据,如设备运行状态、生产参数、报警信息等,并将数据上传至云平台。管理人员可以通过手机或电脑上的监控界面,实时查看设备的运行情况,及时发现异常并采取措施,确保生产过程的稳定运行。
2、故障报警与通知:系统可以根据预设的参数阈值,对采集到的生产数据进行实时分析。一旦发现数据超出正常范围,如设备温度过高、压力异常等,立即通过微信、短信、邮件等多种方式通知维修人员,以便及时采取措施,避免故障的进一步扩大,降低生产损失。
4、数据可视化与分析:物通博联云平台提供丰富的数据可视化工具,将采集到的生产数据以直观的图表、报表等形式展示出来。管理人员可以通过对历史数据的分析,了解设备的运行趋势、生产效率、能耗情况等,为生产计划的制定、设备的优化升级等提供科学依据。
5、多设备集中管理:该系统可以实现对多个车间、多条生产线上的富士PLC设备进行集中管理。管理人员可以在一个监控平台上同时查看所有设备的运行状态,实现统一调度和管理,提高生产管理的效率和水平。
6、断点续传与数据保障:物通博联
PLC数采网关具备断点续传功能,在网络中断或平台异常时,网关会自动存储采集到的数据,待网络恢复后继续上传,确保数据的完整性,避免因数据丢失而导致的生产分析不准确等问题。
免责声明:本网站部分文章、图片等信息来源于网络,版权归原作者平台所有,仅用于学术分享,如不慎侵犯了你的权益,请联系我们,我们将做删除处理!